

Citation: Teglia A, McCrossin D, “The Need for a Reliable Supply-Chain & How to Create it Strategically”. ONdrugDelivery Magazine, Issue 89 (Aug 2018), pp 14-18.
Antonio Teglia and Devon McCrossin discuss the increased importance of proper supply-chain management when it comes to mitigating the inherent production risks of today’s increasingly complex drug delivery devices.
There are many impediments to drug delivery device companies aiming to successfully launch a new product. Amongst the most significant challenges are regulatory approvals, capital investments, clinical and market acceptance and, most recently, supply-chain reliability. For drug delivery devices, most of these challenges are impossible to predict, mitigate and risk-manage, with the exception of supply-chain reliability. Creating a reliable supply-chain is not rocket science, but it requires diligence, expertise and consideration early in the development process to influence the design of the drug delivery device.
REACTIONARY APPROACH
“Over the past 10-15 years, drug delivery device designs have come to vastly exceed those of their predecessors in terms of size, functionality and user-interface quality. These novel technologies represent significant supply-chain risks…”
In the past, reliance on a reactionary approach to supply-chain risk management sufficed for the purchasing and manufacturing process of drug delivery devices, albeit at a higher expense. The devices used to consist solely of mechanical parts with limited electrical or connected abilities and no software. With few suppliers, wider quality tolerances and fewer process steps, the need to predict and manage supply-chain risk proactively was low.
Over the past 10-15 years, drug delivery device requirements have come to vastly exceed those of their predecessors in terms of size, functionality and user-interface quality. These novel technologies represent significant supply-chain risks and the increase in product complexity has, in turn, exponentially increased the number of components needed, and thus suppliers engaged. Most of the time, these expanded capabilities require the involvement of new, sole and/or single source suppliers with limited medical manufacturing experience. Additionally, the value chain used to consist of only a few steps to get the device from raw materials into the hands of the physician or patient, something which here is no longer the case.
The expanded number of process steps has broadened the geographical footprint of a device, adding yet another layer of risk to manage in the supply chain (Figure 1). When faced with the evolving global supply-chain network for drug delivery devices, the old strategy of reacting to supply-chain challenges as they arise is no longer effective. However, companies have been slow to implement proactive supply-chain risk management solutions.
Unfortunately, an increase in product recalls suggests that the drug delivery device industry overlooked critical risks. According to Stericycle, during the first half of 2018 the recall rate for drug delivery devices in the US increased 126% over 2017.1 Manufacturing defects caused 94% of these recalls, specifically related to software and quality issues, out-of-specifications and more.
Another illustration of poor supply-chain risk-management techniques applied to drug delivery devices comes via the regulatory bodies. In the past five years, the US FDA increased the number of purchasing control violations issued to drug delivery device companies by 25%.2 Most of these risks can be prevented with little investment by focusing on creating a robust and reliable supply chain during design. Regulatory bodies have started demanding more reliable supply-chain processes to grant approvals for new devices.

Figure 1: World map showing 20 countries engaged in manufacturing or supplying components for the mechanical, electrical, or assembly modules of a typical drug delivery device being designed today.
REGULATORY APPROVAL REQUIREMENT
Despite the number of FDA approved drug delivery devices increasing year over year since 2009, the requirements surrounding supply-chain risk management have become more detailed and effective.3 The requirements for regulatory approval strongly align to the standards in ISO 13485 for the manufacturing of drug delivery devices. This standard was updated two years ago, in 2016, with increased emphasis and attention to supply-chain risk management. In fact, “risk” is mentioned 15 times throughout the standard and is mandatory to be considered for outsourcing and supplier controls.4 The update reflects the fact that increased globalisation has caused organisations to operate more complex supply chains than in the past and, therefore, assume more risk in supplying consistently high-quality drug delivery devices.
INCREASING COMPLEXITY
Emphasis on supply-chain risk prevention during the drug delivery device design phase can mitigate and reduce these impacts and improve agility. Controlling supplier quality and process is a clear action to prevent risk. However, with an increasing number of components, and consequently suppliers, drug delivery device companies cannot apply a blanket approach to risk prevention when it comes to sourcing. Products simply have too many suppliers and sub-suppliers to audit them all.
With over 150 components and 70 suppliers on a low-complexity device, how do you determine which suppliers and processes or sub-suppliers and sub-processes to audit and to what degree of scrutiny? A quantitative and qualitative risk analysis should be used to de-risk the supply chain during product design. Determining which suppliers present the highest risks draws on a combination of analytical tools, visualisations and continuous management.

Figure 2: A reference design for a disposable patch pump highlighting the functionality and resulting design complexity of the drug delivery device.
| Product Requirements |
| Automatic Needle Insertion |
| High Viscosity Drug Delivery |
| Standard 3 mL Glass Cartridge |
| Selectable Delivery Rate |
| End of Dose Detection |
| Bluetooth Wireless Connectivity |
| Haptic & LED Feedback |
| Low Cost |
| Light Weight |
| Low Profile |
| Disposable |
| Adhesion Strength & Comfort Balance |
| Sterile Fluid Path |
| Fluid Path Seal |
| Water-Resistance |
| One-Button Operation |
Table 1: Product requirements and resulting drug delivery device design for a patch pump.
RISK PREVENTION DURING DESIGN
To prevent supply-chain risks effectively, drug delivery device companies need to predict the highest risks to a product and implement risk management strategies accordingly during product design. In production, the ability to pivot as challenges arise depends on the degree of flexibility designed into the product and its supply chain. An analytical risk prevention strategy can predict which parts need alternatives, which suppliers require more management and which inventory management strategy should be applied to various components. Drug delivery device risk consists of three areas:
“To prevent supply-chain risks effectively, drug delivery device companies need to predict the highest risks to a product and implement risk management strategies accordingly during product design…”
- Device safety
- Component functionality
- Supplier reliability.
Device safety is based on the FDA safety grade (high, medium, low), which impacts the requirements for filing and regulatory approval. Component functionality is determined by a technical engineering team through testing the feasibility of the components and device to perform as required. The resulting rating indicates the criticality (high or low) of each component in ensuring the proper functionality of the device. Both device safety and component functionality are consistent and accurate forms of measuring risk. However, supplier reliability, represented by a supplier’s ability to meet demand on time whilst achieving consistently high-quality standards, is challenging to predict, measure and mitigate.
Sourcing, engineering and quality managers need to collaborate throughout the supplier selection process to address supplier reliability and highlight all potential sourcing risks. To adhere to budgetary and time constraints, a hierarchical strategy can be applied:
- Measure the sourcing risk for each supplier based on quantifiable risk indicators, such as supply availability, customisation level, supplier relationship and time-to-recovery.
- Assign each supplier to a risk level and apply varying degrees of supply-chain risk prevention and management to each category to optimise cost and time effectively.
- Track and visually display the dependencies and intricacies of the total supply-chain as a system.
- Update and re-evaluate continuously throughout drug delivery device design, introduction, growth, stability and end-of-life, pivoting strategies based on product requirements.
This high degree of supply-chain management is required to eliminate the risk of critical quality issues and product recalls during production. Addressing these factors early affords the engineering team the ability to change the drug delivery device design to mitigate business or supplier constraints before the design is tested and approved with the regulators. Addressing supply-chain reliability during design does not extend the timeline for development nor does it impact time-to-market expectations. Once production begins, it is too late to apply many risk prevention strategies, therefore acting early and predicting risk is the most effective and cost-conscious approach to handling the increasing complexity within the drug delivery device industry.
The last consideration for achieving a reliable supply chain is consistent supply-chain management. This requires a supply-chain manager to own the responsibility for the device’s supply chain, starting from concept and continuing throughout the entire product lifecycle. This strategic manager can drive design decisions, engage with all stakeholders and easily pivot as issues arise in production through continued risk prevention actions.
BOX 1: COMMON ABBREVIATIONS IN SUPPLY-CHAIN MANAGEMENT

CASE STUDY
Let us consider a disposable drug delivery device, designed in parallel and consisting of over 200 parts with 50 suppliers covering a geography of 22 countries.
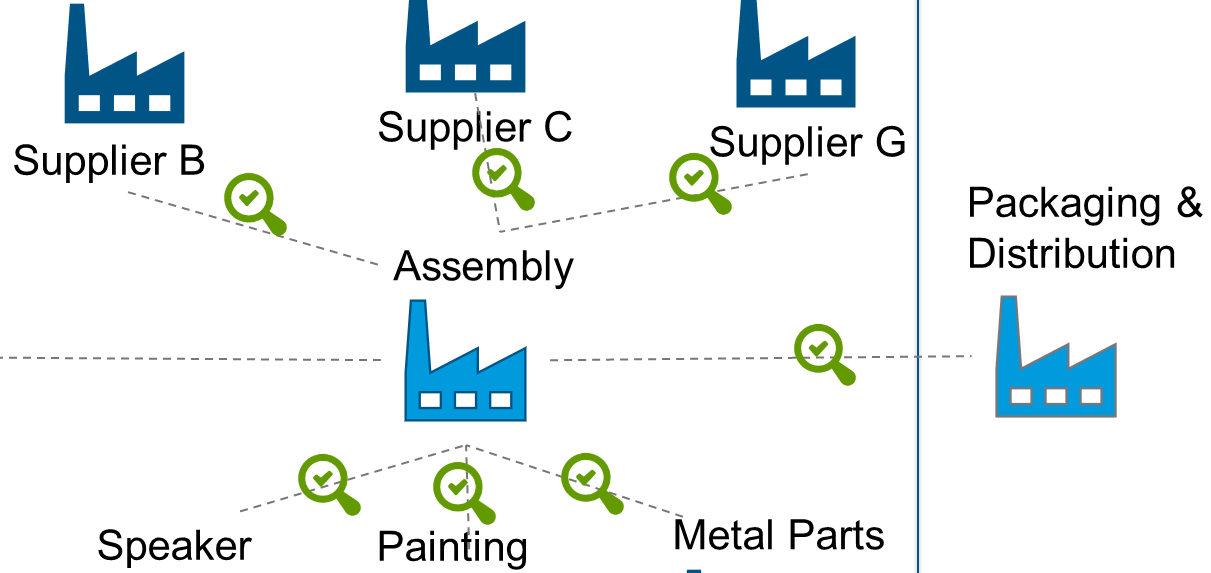
Figure 3 shows the complexity within the drug delivery device supply chain and is related to the case study. It shows an overview of the delivery device’s supply chain for the electronic and mechanical modules, including suppliers, sub-suppliers and value-add manufacturing process to keep in control, during production for just the device, excluding the disposable supply chain. The improved visibility enables accurate estimations of risk probability and impact, focusing supply-chain managers’ time on the most critical risk prevention and mitigation actions.

Figure 3: High-level overview of drug delivery device supply-chain.
Total Product Risk
The device, disposable components and suppliers were evaluated from the first concept phase. A potential supply risk emerged: low product forecast. The strategic supply-chain manager emphasised scouting and sourcing a catalogue for standard components above most other product design requirements from the customer. This reduced the material costs, allowing the customer to make a compelling business case for bringing the product to market at the development phase stage gate. Without early involvement of the supply-chain manager, giving them sufficient time to scout and negotiate with suppliers and internal teams, high material costs could have stopped production of the product all together.
Electrical Components
In the cyclical nature of the electronics market, supply capacity can become suddenly restricted, resulting in long lead times and high prices. Strategic supply-chain managers have increased visibility to market conditions and can suggest which components need alternatives tested and approved before product launch or ramp to ensure that lead times will not affect production schedules, resulting in lost revenue.
Custom Mechanical Components
Best practices dictate that total cost needs to be considered when selecting a custom mechanical component supplier. This leads to prioritising suppliers located near the final assembly location to reduce logistical costs. However, more risks need to be considered since these suppliers tend to be untested and small. Risks include, but are not limited to:
- Capacity flexibility to react to unstable forecasts of new drug delivery devices
- Investments necessary to activate a second source and audit the quality and process
- Disaster recovery plans
- Financial stability
- Complex process with unknown sub-suppliers.
For the drug delivery device described above, custom mechanicals made up about a quarter of all components. The strategic supply-chain manager drove supplier selection through a quantitative supplier comparison and evaluation process, uncovered the highest risks and recommended mitigations in parallel to design activities, meeting tight time-to-market customer requirements and achieving a successful product launch and ramp.
REFERENCES
- “US Recall Index, Q1 2018”. Stericycle Expert Solutions report, 2018.
- Madden J, “A blueprint for optimizing supply chain control within the medical device industry”. Emergo, Nov 2016.
- US FDA 510(k) Clearances webpage.
- Geremia F, “Quality aspects for medical devices, quality system and certification process”. Microchem J, Jan 2018, Vol 136, pp 300–306.
- Fuhr T, George K, Pai J, “Why quality should be on the medical device CEO agenda: The business case”. McKinsey&Company report, 2012.
- Van Norman GA, “Drugs, devices, and the FDA: Part 2: An overview of approval processes: FDA approval of medical devices”. JACC: Basic to Translational Science, Jun 2016, Vol 1(4), pp 277–287.


