

Citation: Thacker C, Hayes T, “Industrialising Drug Delivery Systems – A Risk-Based Approach”. ONdrugDelivery Magazine, Issue 89 (Aug 2018), pp 46-51.
Catherine Thacker and Tom Hayes discuss ATS Automation’s methodology for developing a manufacturing strategy for a drug delivery device, from fresh design to mass-produced product.
PLANNING FOR PRODUCTION
“The definition of success for any industrialisation project bears repeating: the assured supply of a quality product and demonstrated sustainable performance…”
The successful industrialisation of a drug delivery system is defined as the ability to assure the supply of a quality product in a sustainable way. Let’s consider the launch of a new drug/delivery device combination – we will call it OUCHLS for lack of a more creative name. R&D has a great product design, early users and clinical trials are returning favourable results, regulatory affairs is not anticipating any roadblocks with the submission, and marketing is confident in market interest. The operations team turns its attention to preparing for commercial supply.
At ATS Automation, our experience has been that most discussions start with, “How much should I budget for the purchase of production equipment?” and, “Who can I buy equipment from to manufacture OUCHLS?” These are useful questions, but the first questions should be, “How will I manufacture OUCHLS so it meets the desired total product cost?”, “Is automation an option?”, and “If not, what other manufacturing options are available to me?”.
Although primarily known as a bespoke automation solutions provider, ATS also works with customers to plan commercialisation projects and to provide post automation services. As Figure 1 shows, ATS has expertise and capabilities well beyond those of solely a machine designer and builder. This unique service offering provides a continuity and accountability that is essential in mitigating project risk and ensuring a smooth execution.

Figure 1: From planning to post installation services, ATS complements the customer’s team throughout the project lifecycle.
SO WHERE DO WE START?
The definition of success for any industrialisation project bears repeating: the assured supply of a quality product and demonstrated sustainable performance. The implications are that:
- The market potential is understood, including end-user interest and tolerated pricing.
- The product, process and assembly equipment requirements are defined.
- A business analysis identifying anticipated product costs and overall cost of ownership is complete and comprehensive, supporting some level of investment.
- The technologies and processes used during development can be scaled or transferred to larger volumes and higher throughputs.
Let’s revisit our fictitious product, OUCHLS. Before we can start to identify possible manufacturing strategies, we need to have some level of confidence in the following: the anticipated volume growth over some time horizon, the suitability of the product design for commercial manufacturing, and the soundness and robustness of the manufacturing process (Figure 2).
The successful assembly of OUCHLS in a lab environment does not guarantee a similar success in mass production. ATS’ “Pre-Automation Solutions” discipline is focused on assisting customers to establish their requirements, develop confidence in their product-specific knowledge and to arrive at a deliberated manufacturing plan and justified financial investment strategy.

Figure 2: Developing a manufacturing strategy starts with understanding the customer’s requirements.
A PHASED APPROACH TO ARRIVING AT A MANUFACTURING STRATEGY
To assist customers with product launch programmes, ATS proposes pre-automation services. This offering can help in the deliberated evolution from small-scale product assembly, typical of clinical trials, to the large-scale product assembly associated with commercialisation. Our process helps mitigate some of the larger scale-up concerns, such as:
- How do we assure the quality of the product is consistent?
- Will the product supply chain and manufacturing process be robust?
- Will the process have long-term sustainability?
Over the past 15 years, ATS has developed a methodology for developing appropriate manufacturing strategies that has been successfully deployed with many medical device and combination product customers (Figure 3). Our disciplined approach of “Mobilising, Exploring, Optimising and Recommending” has helped manufacturers identify risks early so that they can be mitigated before significant resources have been invested.
Working collaboratively with the customer, ATS builds a team of GMP-compliant manufacturing and automation experts to compliment the customer’s subject matter expertise. Together we explore the project and work through the phased approach. Depending on the level of advancement of the project and the availability of the customer’s resources, not all activities in Figure 3 may be necessary but, for the purposes of demonstration, let’s assume that OUCHLS needs to go through the entire process.

Figure 3: A disciplined approach to formulating a manufacturing strategy can eliminate waste during implementation.
Mobilise
Before we start to anticipate equipment possibilities, we need to document what we know about OUCHLS and the industrialisation project. This may sound trite, but gaps in information, false assumptions and mismatched expectations can quickly derail a project. This is a good time to bring someone onto the project who does not have intimate knowledge of OUCHLS. This individual, or group of individuals, will be not be constrained by foreknowledge and will quite happy to ask, “But why?” in order to uncover what is known and not known, and where there is alignment and divergence. By interviewing a variety of stakeholders, we will get a very clear picture of the project’s current state and what its desired future looks like.
The critical deliverable from this phase is a preliminary user requirements specification (URS) that captures the essence of the industrialisation solution including:
- Product definition, including dimensions, tolerances, functionality, etc.
- Process flow maps or value stream maps, including cycle times, parameters, ranges, tolerances, criticality, risk assessments, etc.
- Definition of quality, usually articulated through quality attributes and pass/fail criteria.
- Commercial goals or success factors including throughput, flexibility, utilisation, performance, staffing, shifts, facilities, utilities, finance, etc.
Gaps in knowledge and diverging requirements will be flagged and risks identified for exploration and mitigation in the next phase.
Explore
We have now documented everything there is to know, at least at this stage, about OUCHLS. What comes next?
A natural next step is to take a deeper dive into the product design. Can OUCHLS, in its current iteration, be assembled in a cost effective manner? The input and advice of automation partners like ATS are critical at this stage. They will review how the parts can be fed, handled, oriented and assembled reliably. They will offer suggestions about design improvements that will not detract from the product design intent but will enhance the manufacturability. They will also challenge you on process steps, the order in which they occur and their necessity, and those steps that have significantly different processing times that may influence automation decisions about asynchronous versus synchronous solutions, or parallel path versus linear solutions.

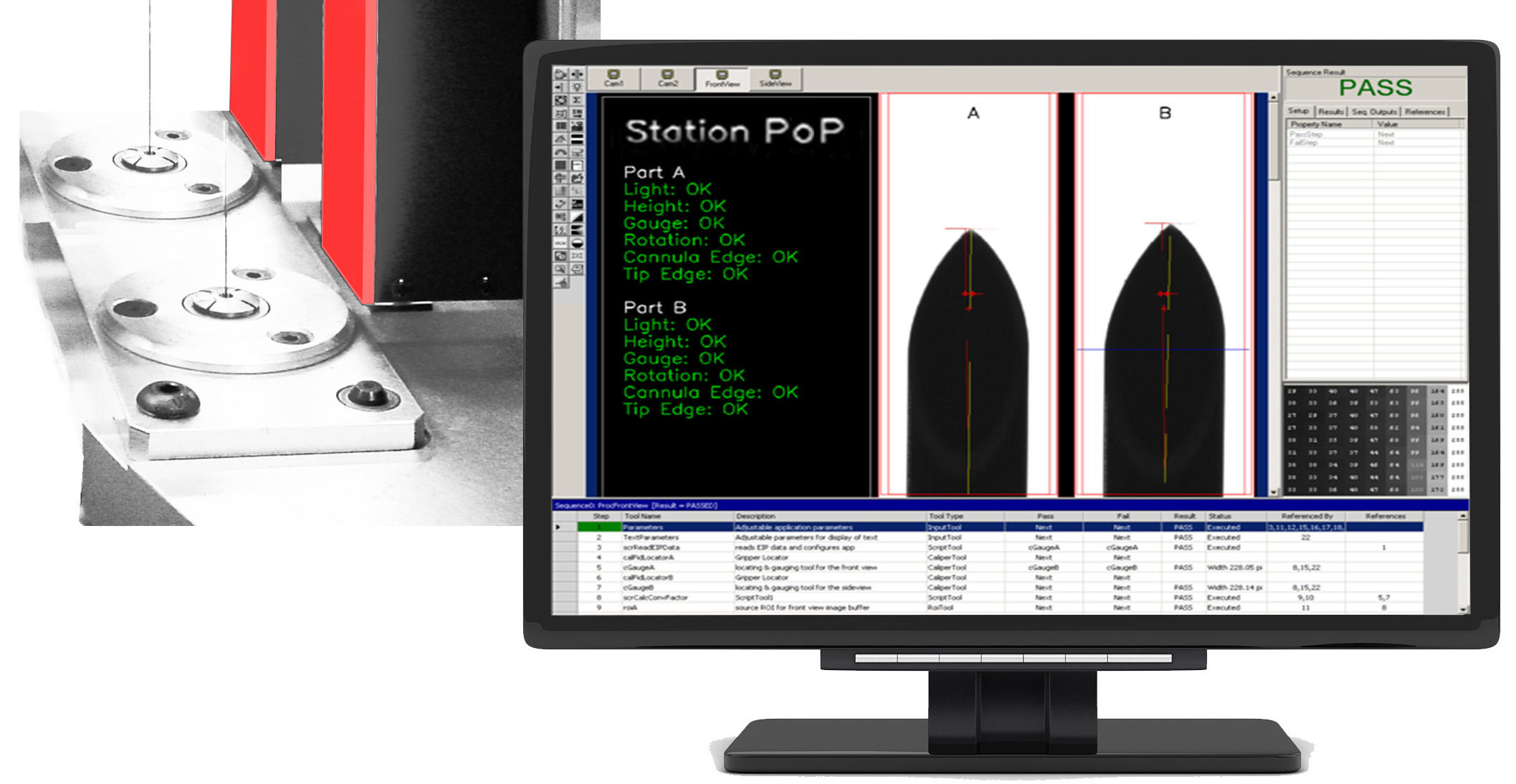
Figure 4: ATS’ vision group demonstrates the ability to identify cannula bevel, defects, orientation, etc.
This is also the phase during which we focus on resolving the gaps and risks that we identified during the mobilise phase. It may be necessary to execute engineering studies to fill in process-parameter gaps or to prove out the scalability of a technology or process step. Inspections for specific quality attributes or defects are also study candidates in order to establish robustness and reliability. It can be challenging to characterise a defect in a quantifiable way. For example, OUCHLS may have a lubrication process, but how do we describe an acceptable lubricant dispersal pattern? It can also be difficult to see a defect with machine vision. ATS has a dedicated vision group that regularly executes experiments to demonstrate product and project-specific detection capability (Figure 4).
Any new information arising from the product design review and experiments will be added to the URS so that, as we turn our attention to manufacturing options, we have the most up-to-date requirements. It is at this stage that we can start to identify concepts for the manufacture of OUCHLS that comply with the URS. Concepts to consider include:
- Operational models, i.e. in-house or outsourced
- Automation content, i.e. manual or fully automated
- Throughput or scale, i.e. low or high cycle times or volumes
- Geography, i.e. on-shore or off-shore
- Connectedness, i.e. stand-alone or integrated.
There are also hybrid concepts or those that are variations of those identified. The development of a concept or idea need only be to the point where there is sufficient detail that we can assess the pros and cons in an unbiased way. It does not have to be detailed machine models.
Figure 5 illustrates two points: the level of detail related to describing a concept and how a concept can satisfy several of the concept considerations. The concept shown is one that ATS developed and implemented for a customer that grew from a small-scale system to support R&D, to a clinical trial supply system, to a fully integrated system for full-scale commercial production. For a product like OUCHLS, this would be an ideal way of gaining experience with automated manufacturing and exercising fiscal prudence until full-scale volumes are required.
Figure 5 also makes it is easy to understand how a lean cell with manual operator engagement might be integrated into a material handling platform like ATS SuperTrak®, where some processes are performed by automation. As demand for OUCHLS grows, the SuperTrak® platform can be pulled apart and additional automation integrated to remove dependence on operators and increase throughput. And finally, replicated automation can be integrated into vacant spaces on the SuperTrak® platform to achieve that final increase in capacity.

Figure 5: Concepts to consider include those that grow as demand for your product grows.
As much fun as solving the manufacturing problem is, the trick is to reduce the number of options to a likely two or three. The best resource for this is the URS. We can use it at this juncture to evaluate our concepts on their ability to deliver success. In our OUCHLS example, let’s say our stakeholders told us that operational headcount, footprint and quality were the most important success criteria, while capital investment and ergonomics were less important. Using a qualitative tool like a Pugh matrix (Table 1), we can assign a weight to each success criteria, define what a great, acceptable and poor result would be for each criterion, and then score each of the preferred options.
To complete the assessment, we can review our evaluation with key stakeholders to make sure that we have not overlooked or unfairly assessed one of the options. Whatever the outcome, at this stage we must discontinue developing the less attractive options, regardless of how novel, exciting or promoted they are.

Table 1: The qualitative analysis for OUCHLS identifies the two automation options as the highest potential solutions.
KEY: L = Low contribution to success M = Moderate H = High
Optimise
Industrialisation plans generally involve some level of capital investment, so it is important to understand the financial implications of a given option. Return on investment (ROI) and payback period are standard metrics, but we can also consider the contribution to unit product cost associated with each preferred plan, which includes more than capital investment. Ongoing maintenance and operational costs, retooling costs, scrap value, poor performance, underutilised assets and other project lifecycle expenses can all be estimated and included in the financial analysis.
“As much fun as solving the manufacturing problem is, the trick is to reduce the number of options to a likely two or three.”
Additionally, scenario analysis will challenge the sensitivity of a plan or concept to changes in calculation inputs and assumptions. For example, for OUCHLS we may have identified a pilot line as the first step in the strategy, followed by a higher volume production line. However, after examining various demand forecast scenarios, we discover that the pilot line will be insufficient within several months. In order to meet the growing demand, we would need to be investing in the higher volume line in parallel. Therefore, the more fiscally responsible option is to jump straight to the higher volume solution. We also assumed that the manufacturing site would be in western Europe, so a highly automated solution would be justified. However, if new information suggests that the site will be in North Africa, a manual assist solution would have a stronger business case. It is normal to return to some original ideas or modify the current ideas in order to address some of these potential scenarios.
In addition to the financial analysis, executing a modelling or simulation exercise can build confidence in predicted throughput, material movements, replenishment activities and staffing levels. Simulations can also be developed into training and predictive tools for future changes. Another tool, animation, can be a powerful aid in demonstrating operational models to senior management, marketing departments and investors.
Recommend
At the conclusion of the optimise phase, we are in a position to recommend a path towards industrialisation. We have completed our planning, having:
“Industrialising a product is less about planning for production and more about planning for success.”
- Identified product modifications that improve the likelihood of successful assembly
- Considered process and manufacturing risks and identified appropriate mitigations
- Investigated many different paths to production
- Narrowed our search to a few attractive options
- Rationalised the selection of a single path based on sound, quantitative analysis.
For best practices, we will document all of the work and our justification for proceeding with our recommended manufacturing strategy. We also need to ensure that our URS is updated to reflect all the new and additional requirements. This document will be key in soliciting proposals from possible suppliers and ensuring that we receive solutions that are compliant with our plan. At ATS, we use the URS documents that we receive as the basis for all solution proposals and then trace the requirements throughout the capital project to ensure that they are delivered.
PLANNING FOR SUCCESS
Industrialising a product is less about planning for production and more about planning for success. A systematic review of product design, manufacturing process, scale-up and technology transfer risks and mitigations, key stakeholder requirements, production options and financial business case will result in a deliberated plan that everyone can align themselves with. Questions like the ones posed at the beginning of this article are limiting and presuppose a path to production, a path that can be costly without appropriate investigation. However, a path to a sustainable programme with quality production can be achieved by pursuing a disciplined approach like the one employed by ATS. Involve your key partners in the journey to ensure you have the optimal complement of skills and expertise to see the whole picture and arrive at the whole plan: a plan for success.


