

Citation: Ribeyre Q et al, “Measuring the Influence of Talc on the Properties of Lactose Powders”. ONdrugDelivery Magazine, Issue 89 (Aug 2018), pp 74-77.
Here, Quentin Ribeyre, PhD, Particle Scientist, and Filip Francqui, Managing Director, both of Granutools, and Geoffroy Lumay, PhD, Professor of Physics and Co-Founder of Granutools, and Simon Bocquet, Masters Student, at the University of Liège, Belgium, describe how three of the company’s instruments can be used to characterise powder properties and behaviour, exemplified by experiments investigating the effects of adding talc to different lactose grades.
INTRODUCTION
Granular materials, fine powders and nanostructured powders are widely used in many industrial applications.1 In particular, excipients are necessary in dry powder pharmaceutical formulations, such as dry powder inhalers (DPIs), tablets and capsules. Thus, insights regarding their behaviour and the effects of using of additives could have significant consequences for the optimisation of industrial processes, including avoiding technical issues like caking, clogging, noncompliance and non-conformity.
To increase a powder’s processability, it is common to blend the excipient with an antistatic material in order to decrease the tribo-electric effect. This article will show how the addition of talc may affect lactose behaviour in terms of compaction dynamics, flowability, granulation and electrical charge. It will be also shown that the addition of antistatic agent addition is not always a viable solution.
MATERIAL & METHODS
Selected Powders

Figure 1: Photography and particle size distribution of the two lactose powders.
Two lactose products (Figure 1) provided by Meggle (Wasserburg, Germany) were used for this study:
- Inhalac 400, a high quality crystalline lactose powder, designed for DPIs.
- FlowLac, a powder produced by spray-drying a suspension of fine milled alpha-lactose monohydrate crystals in a solution of lactose.
The lactose products were placed in a chamber under ambient air conditions (42% relative humidity and 24°C) for four hours.
The influence of talc addition in these products was studied with five different mass fractions 0%, 5%, 10%, 15% and 20%. The talcum powder is a commercial powder (brand name “Care”) with various ingredients, including talc, zinc oxide, magnesium stearate, perfume, Chamomilla recutita flower extract, glycerine extract and glycerine. Before the experiments, the talc was placed in an oven at 110°C for two hours.
Powder Compaction Dynamics
Powder compaction dynamics were studied with the GranuPack device, an automated instrument that uses an improved “tapped density” measurement method based on recent fundamental research.2 It analyses the powder after it has been subjected to successive taps. Specifically, Hausner ratio (Hr), initial density (ρ0) and final density after n taps (ρn) are measured precisely. Moreover, a dynamic parameter corresponding to the number of taps needed to achieve half of the compaction (n½), and an extrapolation of the maximum density (ρ∞), are extracted from compaction curves. Additional indexes can be used but they are not presented in this report.
The powder is placed in a metallic tube with a rigorous automated initialisation process. Afterwards, a light, hollow cylinder is placed on the top of the powder bed to keep the powder/air interface flat during the compaction process. The tube containing the powder sample is raised to a fixed height of ΔZ (generally fixed to 1 mm) and allowed to freefall.3
Powder Flowability
Powder flowability was investigated using a GranuDrum device,4 an automated instrument with a measurement method based on a rotating drum (Figure 2). Specifically, a horizontal drum with transparent sidewalls is half filled with a sample of powder, the drum rotates at rotational speeds ranging from 2-60 rpm, and a charge-coupled device (CCD) camera takes photographs (30-100 images per second) for each rotational speed. The air/powder interface is defined on each photograph automatically, via an edge detection algorithm. Afterwards, the average interface position and the fluctuations around this average position are computed. Then, for each rotational speed, the flowing angle (αf), also known in the literature as “dynamic angle of repose”, is computed from the average interface position and the dynamic cohesive index (σf) is measured from the interface fluctuations.

Figure 2: GranuDrum measurement principle.
In general, a low αf value corresponds with good flowability. The σf is only related to the cohesive forces between the grains. A cohesive powder leads to an intermittent flow, whereas a non-cohesive powder leads to a regular flow. Therefore, a σf close to zero corresponds to a non-cohesive powder. When the powder cohesiveness increases, the cohesive index increases accordingly.5
In addition to measuring both σf and αf, GranuDrum can measure powder granulation properties with a thixotropy cohesive index (the greater this constant is for a powder, the greater its tendency agglomerate).
Electrical Charge Affinity
Electrostatic charges are created inside a powder as it flows,6 due to the tribo-electric effect, which is a charge exchange at the contact between two solids. During the flow of a powder inside a device or vessel (e.g. a mixer, silo or conveyor) the tribo-electric effect occurs between powder particles and between the powder and the surface of the device or vessel it is in. Therefore, the characteristics of the powder and the nature of the material used to build the device are important parameters.7

Figure 3: The GranuCharge machine.
GranuCharge (Figure 3) automatically and precisely measures the electrostatic charges created inside a powder during flow in contact with a selected material. The powder sample flows into a vibrating V-tube and falls in a Faraday cup connected to an electrometer. The electrometer measures the charge acquired by the powder as it passed through the V-tube.
EXPERIMENTAL RESULTS
Powder Compaction Dynamics
For each experiment with the GranuPack, 500 taps (tap frequency, 1 Hz) were applied to the sample and the freefall height was 1 mm (∝ tap energy). Powder mass was recorded before each experiment and the sample was poured inside the measurement cell in accordance with the software instructions (i.e. without user dependency).
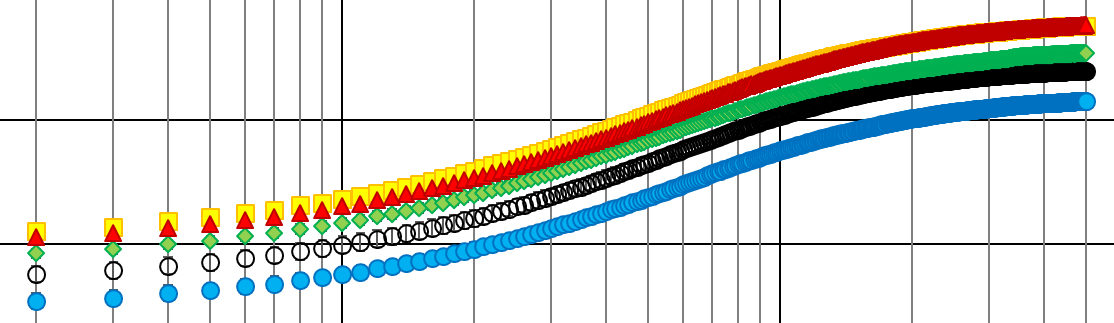
Each measurement was repeated twice and the average value and standard deviation are presented here. Figure 4 shows bulk density as a function of the number of the applied taps for each lactose blend. It can be seen that the Flowlac 90 grade is heavier than the Inhalac 400 product. Also, the greater the talc mass fraction, for the same lactose grade, the more the bulk density. This trend may be due to the size distribution of talc particle, which may be lower compared with the lactose products so that the talc particles can fill gaps between the larger lactose particles, resulting in a bulk density increase.
Moreover, the compaction dynamic results from Inhalac 400 give a sigmoid curve, whereas Flowlac 90 demonstrates linear results, meaning Flowlac 90 compacts faster than Inhalac 400. This observation is confirmed by the n½ parameter (Figure 5), which is lower for Flowlac 90.
Powder Flowability For the powder flowability experiments, approximately 50 mL of each powder was analysed under standard conditions (43% RH and 25°C). Two GranuDrum velocities were investigated (1 rpm and 10 rpm) and for each rotational speed 50 pictures were taken to increase the accuracy/repeatability of measurement. Figure 6 shows the cohesive index measured at these speeds, and the thixotropy index. With a lower cohesive index at both speeds, we can deduce that Flowlac 90 has a better flowability than Inhalac 400. However, the addition of talc increased powder cohesion (i.e. a decreased flowability) at both speeds. Finally, judging by the thixotropy index, for Inhalac 400, the greater the talc mass fraction, the lower the tendency to agglomerate. Yet the effect is the opposite for Flowlac 90, with an increase in the talc fraction leading to an increase in the thixotropy index. Electrical Charge For each experiment investigating electrostatic properties of the powders using the GranuCharge instrument, stainless steel 316 L pipes and a vibrating feeder were used (see Figure 7). The quantity of powder used for each measurement was 40 mL and the powder was not reused. At the beginning of the test, the initial powder charge density (q0) was measured by introducing powder directly into the Faraday cup. Once this step was completed, the powder was poured inside the rotating feeder, and then the experiment started. The final charge density was measured at the end of experiment (qf).

Figure 4: Bulk density as a function of number of taps for the two lactose products at different talc mass fractions.

Figure 5: Measured n½ for each lactose grade with different talc mass fractions.

Figure 6: Cohesive index at 1 rpm and 10 rpm, and thixotropy index.

Figure 7: Vibrating/rotating feeder and stainless steel pipes.

Figure 8: Comparison of initial and final charge densities for the two powders with different talc mass fractions.
The effect of talc on the electrostatic properties seems to be similar for both products. With no talc both products exhibit a negative charge density after flow in contact with stainless steel pipes, but with 1% talc mass fraction, a positive charge density can be seen. Then, the greater the talc mass fraction, the lower the electrical charge with the effect seeming more prominent with Flowlac 90. However, the highest charge densities (compared with pure powder) are observed at mass fractions below 15%. Thus, if one wants to avoid electrical charge (and consequently powder sticking on the surfaces of pipes and creating agglomerates) the addition of talc is likely not a viable solution for Flowlac 90.
CONCLUSION
We have seen how the addition of talc can affect powder behaviour and properties. It was shown that talc completely changes the powder’s electrostatic properties. Moreover, we have seen that for some powders, the addition of talc is not always a means to increase powder processability. It was also highlighted that talc affects powder granulation properties and dynamic flow behaviour. Rheological behaviour may also completely change with the addition of talc, from shear-thinning to a shear-thickening behaviour. Finally, lactose compaction dynamics also changed for the blends and an improvement of compaction kinetics with the addition of talc was observed for Flowlac 90.
REFERENCES
- Lumay G et al, “Influence of Cohesives Forces on the Macroscopic Properties of Granular Assemblies”, AIP Conference Proceedings, 2013, Vol 1542(1), pp 995–998.
- Lumay G, Vandewalle N, “Experimental Study of Granular Compaction Dynamics at Different Scales: Grain Mobility, Hexagonal Domains, and Packing Fraction”. Physical Rev Letters, 2005, 95(2), 028002.
- Traina K, “Flow abilities of powders and granular materials evidenced from dynamical tap density measurement”. Powder Tech, 2 013, Vol 235, pp 842–852.
- Lumay G, Vandewalle N, “Flow of Magnetized Grains in a Rotating Drum”. Physical Rev, 2010, E82, 040301.
- Pirard SL et al, “Motion of Carbon Nanotubes in a Rotating Drum: T he Dynamic Angle of Repose and a Bed Behavior Diagram”. Chem Eng J, 2009, Vol 146, pp 143–147.
- Rescaglio A et al, “Combined Effect of Moisture and Electrostatic Charges on Powder Flow”, EPJ Web of Conferences, 2017, Vol 140, 13009.
- Rescaglio A et al, “How Tribo-electric Charges Modify Powder Flowability”. Annual Transactions of The Nordic Rheology Society, 2017, Vol 25, pp 17–21.