

Citation: Thacker C, Jaworski W, “Mitigating Risk to Delivery Success in High-Volume Wearable Devices”. ONdrugDelivery Magazine, Issue 100 (Sep 2019), pp 9-12.
Catherine Thacker and Bill Jaworski discuss risk reduction solutions in the manufacturing architecture for wearable injectors, including an example where autonomous intelligent vehicles and ATS‘s real-time industrial IoT manufacturing intelligence system, Illuminate®, were employed.
“A fleet of autonomous vehicles is moving through a production space in an elaborate dance… it all happens so smoothly and efficiently – no collisions, no near misses.”
Looking out over the production floor, you see many machines, each apparently advancing the efforts of the previous – but there are no connecting conveyors. You do not see anyone moving parts between machines. Then you notice small carts transferring trays of parts from machine to machine but you do not see any tracks or guides in the floor. A fleet of autonomous vehicles (Figure 1) is moving through a production space in an elaborate dance, moving parts and continuing a complex manufacturing process. It all happens so smoothly and efficiently – no collisions, no near misses. Film scene or reality?

Figure 1: Autonomous intelligent vehicles providing a lower-risk solution.
COMPLEX PROGRAMMES POSITIONED TO DEAL WITH INHERENT RISK
Every project has risk associated with it – to assume otherwise or to execute a project without anticipating and planning for unique challenges would be naïve. Yet people continue to do so, always hoping that this will be the one time that risk does not derail a project or that the challenges will be manageable. It appears to be expeditious and the reward more immediate if we boldly leap out of the gate and start the race. But not if we trip over the starting block and lose valuable seconds righting ourselves before continuing or, worst case, starting all over. Risk management allows us to view the current environment and think through each of the phases and steps to ensure not only a solid start but also a sustained pace that helps ensure success.
Figure 2: Some examples of risk categories.
There are many articles, blogs and textbooks about risk categories, types and management. Some general risk categories include: schedule, costs, quality, performance, scope, resources, customer satisfaction, technical, budget and operational (Figure 2). It is not the intent of this article to expound on these. Rather, through real-life examples, we will demonstrate some of the ways that ATS has helped customers to navigate their project risks successfully.
ATS Automation has been in business for more than 40 years, supplying bespoke systems to some of the world’s largest manufacturers. With over 30,000 systems deployed around the globe, ATS has a proven track record of delivering to customer specifications and expectations. The life sciences division has collaborated with many Fortune 100 life sciences companies to deliver compliant assembly solutions at all phases of a product’s development lifecycle – product design, clinical trials, launch, ramp, maturity, and “new and approved” product relaunch or product extension launch.
The sheer variety of projects has meant that ATS has a vast knowledge library of what works and, conversely, what will be challenging based on thousands of data points. As a result, ATS is the partner that medical device, pharmaceutical and diagnostic companies turn to over and over again to minimise or mitigate risk and to ensure best-in-class delivery.
RISK IDENTIFICATION

Figure 3: Identification and mitigation of program risk at ATS .
Helping to ensure success for our clients starts with identifying the potential areas of challenge or risk. We believe that leveraging the basic framework of people, process and technology is key to helping us identify risk (Figure 3).
People
At ATS, we have continued to evolve how we best engage with the customer and develop a strong symbiotic relationship that positions both organisations for success. This evolution has moved from a transactional, single point of contact to an interwoven, multimodal relationship that ensures that various levels of our client’s organisation are communicating with various levels and individuals within ATS. This multi-layer interaction, when paired with active listening, helps surface the real needs and a more complete understanding of the programme. It also provides a rich platform to collaborate on potential solutions and get agreement on success factors.
A network of individuals all providing inputs to help ensure success could be its own risk without a firm understanding and management of roles and responsibilities. Our global organisation and depth of expertise allows us to welcome the right mix of people and experiences into the fold as well as ensure that the project team is not biased with too many project managers, too few operational people, a disproportionate representation of product developers or an inappropriate number of engineers.
Process
ATS’s project management process and techniques closely follow from the PMBOK Guide and PMI global standards. It is our project management discipline that allows our organisation to not only manage the layered customer engagement spoken about above but also ensure that the long-term goals are top of mind, success factors are being met and overall programme progress is being made. There has to be someone who keeps the team on track and meeting the programme deliverables. In many respects, it is rigour behind tracking scope, budget and schedules, and the communication to key stakeholders, that drives success more so than the unique, out-of-the box, engineered solution.
Technology & Tools
Tools are enablers. Developed correctly, tools act as efficient procedural reminders and checklists. Used appropriately, tools document findings, decisions and supporting justifications, and inform future choices. Through the lifecycle of a complex project, ATS regularly employs tools such as product design for manufacturability and assembly, product/process/equipment failure mode and effects analysis, total cost of ownership modelling, requirements trace matrix and simulation.
One of the primary tools we deploy is a risk heat map (Figure 4). As product and process risks are identified, this tool helps the programme team categorise, visualise, prioritise and communicate those risks. From this prioritised list it is then possible to explore means to mitigate the most pressing risks identified.
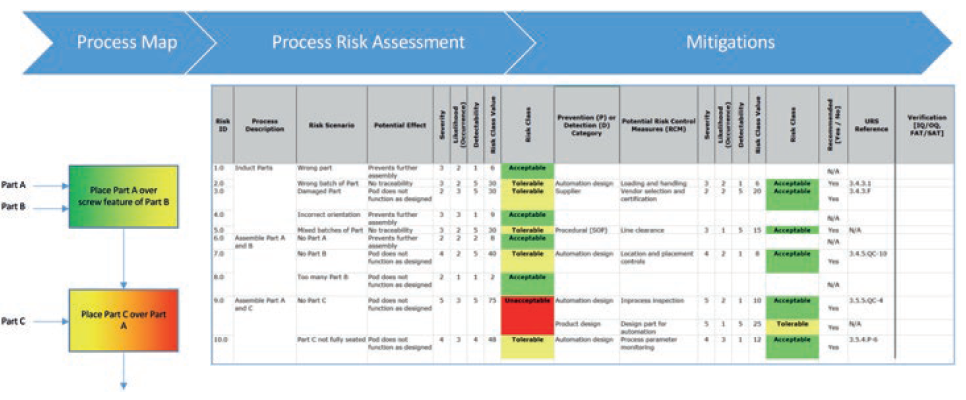
Figure 4: Example of a risk heat map.
The prioritised list of risks is then worked through with a cross-functional team to fully define the risk and develop plans to de-risk or lower the risk profile of the challenge. Where innovation, unique technologies or a new process may be required, technology experiments or proof of principle (PoP) tests may be conducted. These technology studies are designed with specific identified objectives and then representative systems or experiments are built to demonstrate that the solution adequately reduces the risks (performance, capability, feasibility, reliability, safety, etc).
“Developed correctly, tools act as efficient procedural reminders and checklists. Used appropriately, tools document findings, decisions and supporting justifications, and inform future choices.”
Another way technology can be deployed is via simulation modelling. Digital and animated representation of the processes and procedures allows systems designers to analyse flow assumptions, review different designs concepts and predict overall equipment efficiency (OEE). Modelling and simulation can be used in many cases to prove out a solution but without some of the costs associated with developing a physical technology experiment or PoP.
It is through this deployment of people, process and technology that ATS provides low-risk solutions related to complex systems for our life science customers. In the next sections, this article will use an on-body drug delivery system to exemplify this approach.
NOVEL MANUFACTURING SOLUTIONS MITIGATE RISK
A leading medical device manufacturer recently approached ATS about repatriotising the manufacturing of its wearable injection device. The product was being manufacturing in China by a contract manufacturer and required a significant number of production associates to complete. The medical device manufacturer’s senior leadership team felt that, for reasons of supply consistency, proximity to target markets and product quality reliability, it required a US-based factory.
To establish a viable North American supply base, a dramatic reduction of production associates would be required, along with an increased level of sophistication for automated assembly and test. The product was already quite complex in that it required the step-wise build up of more than 40 unique components to produce one personal on-body injector.
The ATS team, in concert with the client, began using people, process and technology methodology to identify various challenges associated with the programme. Some of the technical and performance challenges or risks that were identified are described below:
- Component handling – many of the components had unique geometries and sizes. Production associates had the ability to view and manipulate parts due to a person’s innate ability to assess, judge and react. Deploying automation to mimic this type of human behaviour can be difficult.
- Process complexity – many processes had documentation but in the form of work instructions for production associates. Process parameters and process ranges were not readily available for translation into automation designs and technologies.
- Sequence of operations and interdependencies – the order in which the various components were assembled necessitated parallel and sequential processing. This introduced a line-balancing complexity which was compounded by the number of processing steps. The challenge was that delays in one process would have a ripple effect throughout production and could significantly impact output.
- Confidence in automation – as the wearable injection device was already commercially available, it was critical that any new manufacturing methodology should result in a product with no apparent, functional or behavioural differences. The device produced from automation had to show equivalency in performance, reliability, consistency and quality.
- Material handling – in addition to introducing parts to the assembly process, there was the challenge of offloading completed sub-assemblies and transferring them for introduction into subsequent processes and assembly cells. All of this had to be managed while maintaining product control and traceability as well as a steady production flow.
These challenges were prioritised on a risk heat map of the kind shown in Figure 4. Various actions were taken to lower the risk profile for each, including the use of technology experiments or PoPs. However, the material handling challenge was particularly intricate. Table 1 shows the various risk reduction concepts with respective pros and cons.
| Concept | Advantages | Disadvantages |
| Conveyors with buffers |
|
|
| Machine operators with tray handlers |
|
|
| Automated guided vehicles (AGVs) with tray handlers |
|
|
| Autonomous intelligent vehicles (AIVs) with tray handlers |
|
|
Table 1: Comparison of various material handling solutions.
Together, ATS and the client decided that one of the better means to reduce the risk would be a solution that would deploy autonomous intelligent vehicles (AIVs) and tray handlers. The advantages seemed to outweigh the disadvantages although there were still reservations about reliability and performance.
In order to prove out this concept, ATS researched AIV suppliers before selecting Aethon, Inc (Pittsburg, PA, US), a part of ST Engineering (Singapore). Aethon is the developer and supplier of TUG, an autonomous mobile robot (AMR). With its market-specific designs, high payload, wireless guidance system, and flexibility, the TUG was ideally suited for the logistics complexity associated with manufacturing the wearable device. Aethon was also extremely interested in partnering with ATS to solve the material handling problem.
ATS and Aethon developed a unique PoP – setting aside a section of factory floor to create a mock-up of the final production line.
The AMRs were programmed and set into the “sand box” to operate and mimic typical production with the associated interactions. ATS and Aethon collaborated on the design of appropriate tray platforms and then stressed the resultant AIV systems under different loads and with various obstacles introduced. Hours of simulated production data was collected and reviewed to develop confidence in the AIV technology and system design, thereby mitigating the perceived risk. In addition, tray loaders were designed and built and set into their own sandbox to test interactions with the AMRs – optimising the docking design.
A particularly exciting development in this solution was the incorporation of ATS’s Illuminate® product as part of the solution. Illuminate® is a real-time industrial internet of things (IoT) manufacturing intelligence system which collects and maintains attribute data, performance data and status data for automated manufacturing. In this instance, its function was combined with the AMRs. Illuminate® was able to manage date and time-stamp information for every tray of components and subassemblies, maintaining traceability of parts and confirming that the correct trays had arrived at the correct machine before being introduced. The AIV data, and the millions of production data points and quality attribute photos, combine to create a comprehensive device history record for each medical device produced. As a result, the device manufacturer has complete traceability on the manufacturing of each individual wearable injection device.
PARTNERS IN SUCCESS
When building programme teams, careful consideration and deliberation before final selection can mean the difference between success and failure.
Customers approach and select ATS because of a reputation for not only delivering superior equipment but because of a demonstrated ability to identify and mitigate risk. We recognise that our life science customers require low-risk, turnkey, compliant and, often, complex manufacturing systems but at the same time we must remain open to new technologies and new innovations as possible solutions to complex problems. ATS’s approach to risk mitigation helps deliver on that low-risk need.
Our extensive network of equipment and automation suppliers and years of integration experience enable our turnkey offering. Our global install base of life sciences systems attests to our understanding and delivery of compliant solutions.
Autonomous robots and the IoT are no longer science fiction or things that dreams are made of. They are elegant solutions designed to reduce risk in a complex manufacturing system.
Previous article
HOW LARGE-VOLUME WEARABLES REVOLUTIONISE THE PATIENT EXPERIENCENext article
A VIAL-BASED SOLUTION FOR WEARABLE DRUG DELIVERY
