

Citation: Dekens B, “A Positive Spin on DPI Formulation”. ONdrugDelivery Magazine, Issue 85 (Apr 2018), pp 48-49.
Bert Dekens outlines some of the considerations that go into developing and processing dry powder inhaler formulations, and discusses the merits of conical high-shear mixers.
“It demands a profound understanding of powder particle size distribution, flowability, cohesion, adhesion and the mechanical bonding of specific powders in order to create a DPI-appropriate blend…”
Oral inhalation is well recognised as an efficient method of drug delivery by many pharmaceutical companies, driving the continuing development of branded as well as generic dry powder inhalers (DPIs). However, the complexities of developing a DPI-suitable formulation are not straightforward; there are several often contradictory requirements these formulations must conform to.
One example of this is that, in order for the active pharmaceutical ingredient (API) to reach and be absorbed within the lung, the particle size of the API needs to be within the range of 1–5 μm. Individual material characteristics aside, any powder consisting of particles this fine is very cohesive by nature, therefore needing to be blended with a carrier, most frequently lactose, in order to facilitate effective handling and accurate dosing. Then, during inhalation, the carrier and API particles must separate so that only the API is delivered to the lungs.
It demands a profound understanding of powder particle size distribution, flowability, cohesion, adhesion and the mechanical bonding of specific powders in order to create a DPI-appropriate blend. Therefore, the choice of micronisation and mixing technology is crucial in achieving the required powder properties and needs to be tuned to the individual process step.
“The key to success is applying the correct balance of mixing energy to the formulation in order to break the cohesive forces of the fine API to produce an even distribution across the formulation…”
Typically, a DPI formulation consists of a blend of one or more APIs blended with a mixture of, in most cases, two grades of lactose. The lactose carriers are typically a mixture of coarse lactose, in the range of >100 μm and 5–10% fines. The effects of the fines are well documented but are predominantly influenced by the reduction of press-on forces and the coverage of active sites. In practice, the API(s) represent only a small fraction of the overall powder mixture.

Figure 1: The spiral jet mill micronises particles by accelerating them in high gas flow casuing them to collide and fragment.
For micronisation of the API, a spiral jet mill (Figure 1) or fluidised bed opposed jet mill are suitable choices. In a spiral jet mill the particles are accelerated by a high gas flow and crushed by collision. It is a simple mechanical construction without moving parts. Thus, inspection and cleaning are simple affairs. The fluidised bed opposed jet mill, on the other hand, has the advantage of an integrated classifier, resulting in a steeper particle size distribution.
For milling or micronising lactose carriers, a jet mill or an impact mill can be selected. Jet milling is better suited for the finer grades, an impact mill for the coarser material. Both technologies can be equipped with integrated classifiers to have a better control of the particle size distribution.
In order to select the powder mixer, typically low-shear, convective mixing is recommended for the blending of free-flowing powders. However, for cohesive powders, a high-shear mixing technology is advised. Keeping this in mind, the blending sequence of coarse and fine lactose with API, as well as the cohesive/adhesive balance, needs to be observed for the selection and tuning of the mixing process.
The key to success is applying the correct balance of mixing energy to the formulation in order to break the cohesive forces of the fine API to produce an even distribution across the formulation. Too little mechanical energy and the cohesive forces will not be broken, whereas too much energy and you run the risk of strengthening the adhesion between the API particles and potentially damaging the carrier particles – resulting in poor formulation composition and limited separation during inhalation.
CONICAL HIGH-SHEAR MIXERS

Figure 2: A high-shear batch mixer with exchangeable product bowls, designed for blending DPI formulations.
Conical high-shear mixers are capable of blending the powder fractions of the formulation and fine-tuning the appropriate energy input. Offering distinct production advantages, plus multiple handling and contamination avoidance benefits, conical high-shear mixers can be used for various blending stages, including pre-mixing both lactose blends and API/carrier blends (Figure 2). Besides these blending processes, coating processes can be run as well, for instance, the coating of lactose with magnesium stearate.
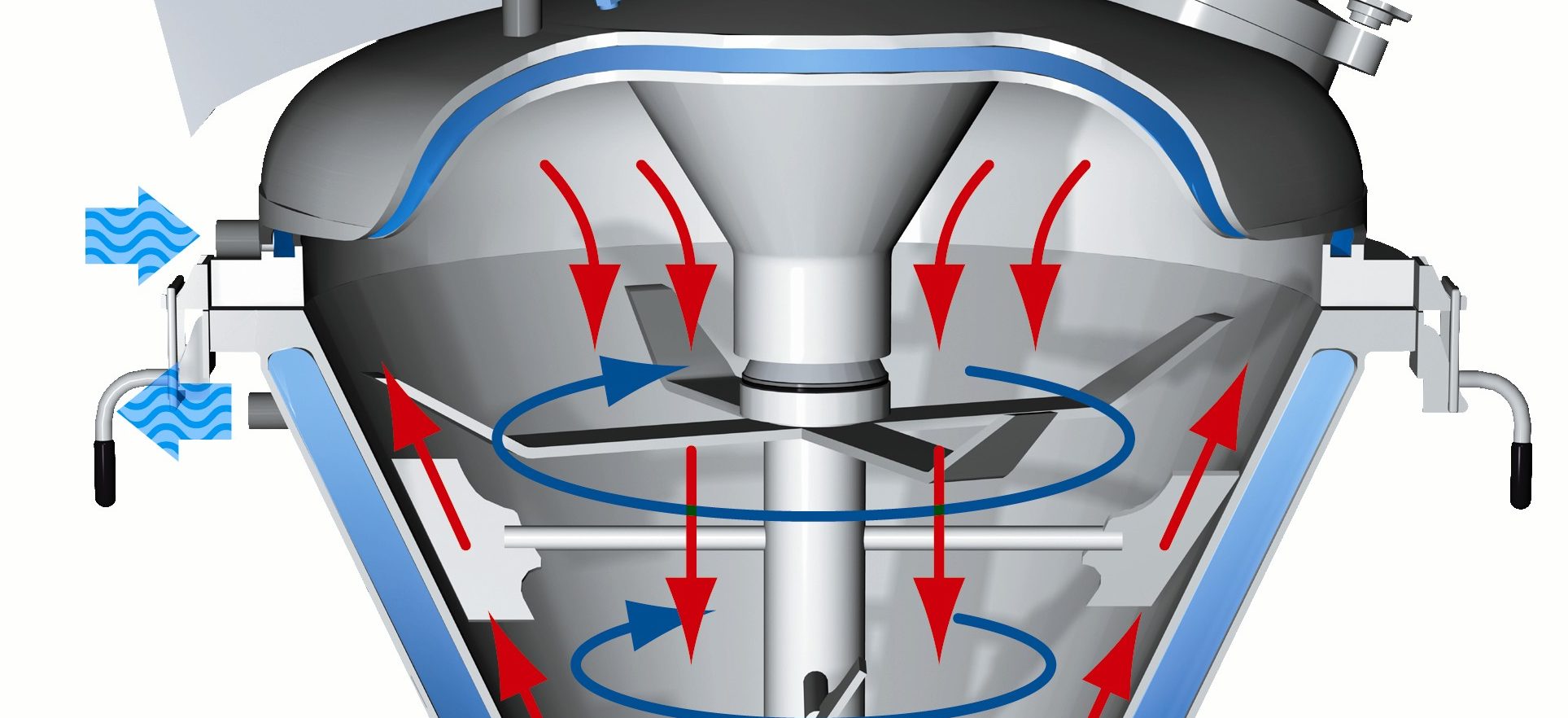
The performance of conical high-shear mixers can be explained by the flow pattern of the powder in the vessel (Figure 3). In this case the powder is contained in a conical vessel with top-driven agitation. The product is rotated by an agitator with paddles and a knife blade. The rotational movement exerts centrifugal forces on the powder particles. This force moves the particles upwards along the wall of the conical vessel. At the top of the cone, the specially formed dome guides the particles downwards again through the centre of the vessel. This flow pattern is combined with the rotational pattern from the agitator.

Figure 3: The performance of conical high-shear mixers can be explained by their flow pattern. The powder is agitated at the top of the mixer and forced out and up by centrifugal forces and the the conical chamber shape respectively.
The shear energy is applied between the paddles and the wall of the vessel, resulting in a very large surface area where the shear forces are applied in relation to the product volume. Thus, conical high-shear mixers are very efficient compared with other high-shear blenders.
The top-driven rotor allows for seals to be outside of the product area, preventing contamination. Full product discharge through the bottom discharge valve combined with unit design facilitates easy cleaning in place (CIP) or sterilising in place (SIP) cleaning methods.


